全自动六轴玻璃打孔案例解析

Y轴位置计算如下:

图14 Y轴计算示意图
7.3 孔位置循环比较确定
X坐标在400mm~1500mm范围内依次增大设置;Y坐标0mm~1500mm范围内任意设置;钻孔数量是36。定位到某个孔的坐标并开始打孔,此时比较当前孔的X坐标与下一个孔X坐标是否相同。相同时,定位轴保持不动,Y轴重新定位后打孔;不同时,定位移动至下一定位位置;同时Y打孔结束后比较当前孔的X坐标与下一个孔X坐标是否相同,根据比较结果决定是否再次送料与是否继续打孔,相同则Y轴定位后打孔;不同就送料到位,Y轴定位后打孔,两个动作同时进行以提高效率。
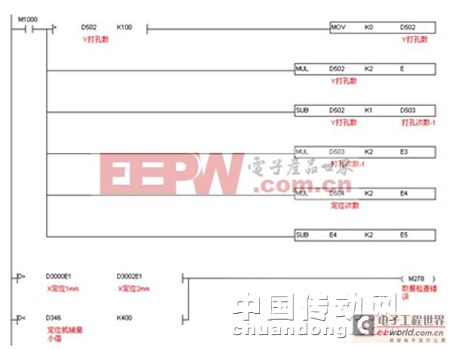
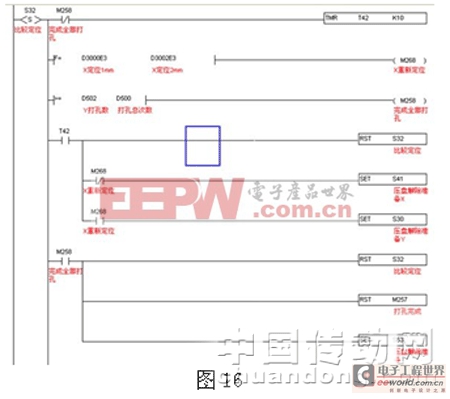
图15 孔位置循环设定
7.4 节拍控制
因为孔的位置不确定,就必须设计一个可以实时计算坐标位置,灵活跳转在多个动作中;通过对设备工艺反复研究,确定两个重要的控制节拍:
(1)定位轴定位,以上下盘压紧时机为基准,计算打孔定位次数;
(2)Y轴定位,以打孔完毕时机为基准,计算Y轴定位次数。
E5=(定位次数-1)*2
通过指针的循环计算,灵活的对当前数据与下一笔数据进行比较。作为比较结果,在同一步进程序中,可以跳转到多个对应的控制步中;以指针的方式,可以在规划一个连续的数据区域后,完成一批动作设计。
8 结束语
本款全自动数控打孔机,具有三大特点。第一,重复的加工精度要求高(小于0.5mm);第二,浮点数运算量大;第三,加工动作灵活,需要柔性的编程,需要适时灵活的满足客户的扩充需求。
来源于台达伺服驱动器的高精度和SV控制器强大的浮点数运算能力,很好地实现了玻璃打孔加工中孔距、孔数计算;利用E指针偏移,可以实现灵活扩充孔数,相邻两孔间依次比较等功能,可以达到灵活扩充打孔数量的柔性程序设计要求。借助台达控制器灵活的步进程序设计,可以处理控制动作的交叉流程,提高了程序设计效率。综上所述,该设备的控制精度和工艺要求在行业内属于较高的水平。
此外,对于客户工艺的熟悉程度,决定了整个控制流程的质量;设备的机械结构,也直接影响设备的控制精度。当然,相比其他成熟的自动打孔设备,该设备也有不足之处,主要表现在:校准孔的位置采用485通讯读取伺服位置方式速率及稳定性低,PLC的控制速度较数控低;但是相比数控系统,使用台达PLC可以保证电气控制成本投入得到有效的控制。同时,台达小型PLC灵活的控制程序设计,大容量程序存储,可以满足用户大量、复杂的程序设计,给用户带来灵活的设计体验,体现了台达小型控制器强大的控制和运算处理能力,突显了台达HMI产品、伺服产品、变频器产品的易用性和实用性。

伺服电机相关文章:伺服电机工作原理
绝对值编码器相关文章:绝对值编码器原理
评论