全自动六轴玻璃打孔案例解析

1 设备概况
全自动玻璃打孔机包含6颗伺服、定位轴、X1及X2送料轴、Y轴、Z1轴、Z2轴。具体如图1所示。
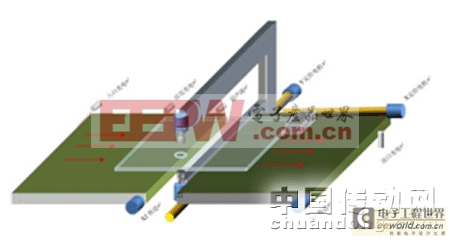
图1全自动打孔机示意图
(1)定位轴:选用玻璃精确定位(B2伺服*1),经减速机后由丝杠传动。计算打孔点到玻璃边沿距离,定位到位置后,放下挡块,实现玻璃板的精确定位;
(2)X轴:玻璃传送(B2伺服*2),经减速机后直接驱动。高摩擦力传送带,同时配合压夹装置,保证玻璃板传送方向,传送带的位置和速度由前后两个伺服控制,通过计算打孔点到玻璃边缘的位置,传送带定位到对应路径位置;
(3)Y轴:打孔钻头定位(A2伺服*1),经减速机后由丝杠传动。钻头安装在Y轴上,根据Y坐标点,计算打孔点到玻璃边缘的距离,控制Y轴的位置和速度到达指定打孔点;
(4)Z1、Z2:钻头进给定位(A2伺服*2),经由大小轮及丝杠传动。Y轴定位后,下钻头较高速度1接近玻璃表面,再以速度2进行距离1的倒边,再以速度3进行距离2攻进,最后以速度4慢速退刀;下钻头退刀后上钻进行与下钻类似的动作完成打孔。

图2 X轴挡块

图3 Y轴及Z轴
2 技术参数
2.1 设备指标
设备指标如表1所示。
表1 设备指标

2.2 硬件清单
硬件清单如表2所示。
表2 硬件清单

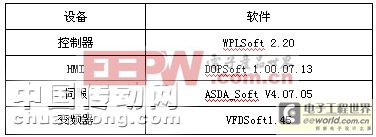
2.3 软件清单
软件清单如表3所示。
表3 软件清单
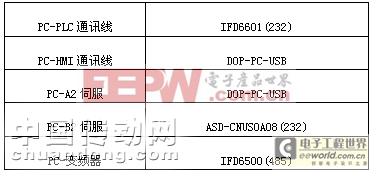
4 辅助工具
辅助工具如表4所示。
表4 辅助工具
3 工艺说明
3.1 定位轴
定位轴使用B2伺服驱动,控制上采用绝对值定位DDRVA。确定基准后,采用绝对值定位可以灵活定位到指定位置,避免一定量的数学计算;当一次定位完成,开始打孔后,便进行下一个孔位置的比较,如果X坐标相同则不需要再次定位,X坐标不同,则进行下一次定位,定位到位前放下挡块,慢速进入预定位置待命;最后一个空定位完成后,收起挡块定位至第一孔位置,等待玻璃送出后放下挡块。
3.2 Y轴
Y轴使用A2伺服驱动,控制上采用绝对值定位DDRVA。因为Y轴上有玻璃夹持压盘,所以Y定位或重新定位前压盘必须解除;孔的Y坐标与下一个想同时,只需要压盘、压紧、定位和送料动作后,即可以打孔。
3.3 X1、X2
X1、X2使用两台B2伺服分别驱动,控制上采用增量式定位,分送料后和送料前两部份。送料过超声波后,X2不需要同步送料,这时要高速补料到超声波前光电位置,以提高工作效率;送料到超声波后,以一般速度移动,当接近至一定距离时,再以慢速接近——最后贴上挡块。
3.4 Z1、Z2钻头位置定位
Z1、Z2使用两台A2伺服分别驱动,控制上采用PR触发来控制钻头位置。位置1(6-03),高速(5-60)接近位置1;位置2(6-05),速度1(5-61)攻进1;位置3(6-07),速度2(5-62)攻进2;位置4(6-09),速度3(5-63)退刀;因为玻璃厚度不同,不同规格的玻璃的钻头攻进1位置,攻进2的位置需要进行调整,此时,对应PR路径参数通过通讯修改,以满足加工需求。
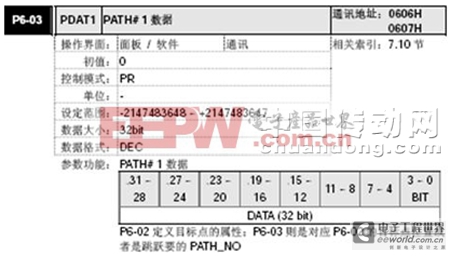
图4 PR参数
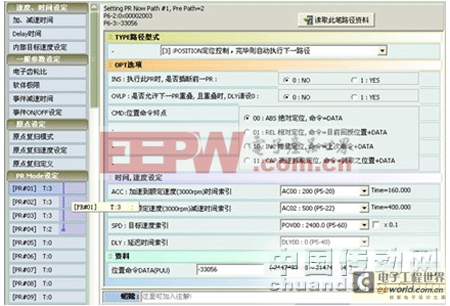
图5 通过软件规划PR路径
通过Delta ASDA-Soft 规划PR路径,使用绝对值定位,规划加速和减速时间以及目标速度索引;需要修改路径时,通过通讯修改对应路径的参数(例如06-03对应路径1的位置命令DATA)。
4 工艺流程图
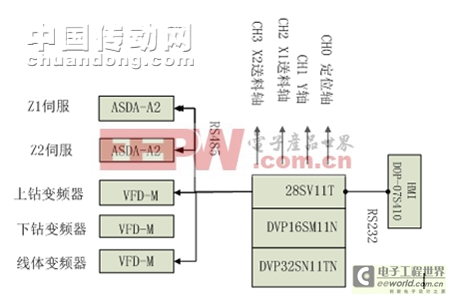
图6 工艺流程图
在程序设计中,因为工艺穿插比较灵活,所以选择台达步进程序进行设计,将整套设备的动作进行细分,在每个步中设计独立的控制动作,这样可以很好地提高工作效率;除以上流程中的功能外,设备中还有润滑功能、修钻功能、修订基准、慢速前进、慢速后退,这些动作因为基于步进的思路设计,所以可以灵活的穿插在程序中。
例如,当定位伺服电机完成最后一次定位,同时设备开始打孔后,定位电机需要后退一定距离,再定位到第一个孔前一定位置,等待打孔完成,然后将玻璃送出一定距离后,再把定位挡块放下,最后慢速靠近第一个孔的定位位置。这里因为采用步进程序设计,这部分程序独立流程设计,形成一个专门的流程控制回路,就可以很容易实现,又不会影响原有控制的逻辑流程。
5 系统硬件结构
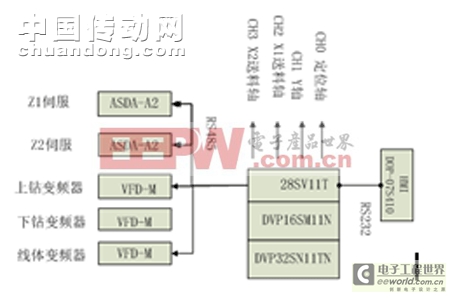
图7 结构示意图

图8 系统实际布置
利用28SV的4路200K高速脉冲分别控制定位轴、Y轴、X1送料、X2送料四个伺服;同时利用28SV的COM2通讯口通过485通讯,与Z1、Z2进行通讯,修改PR位置参数和速度参数;与3台变频器进行通讯,修改变频器的频率参数。
6 HMI界面

图9 HMI
HMI首页显示打孔数量和设备运行状况。设置孔数后(确定孔距参数通过其他页面完成),通过控制柜面板按钮启动开始打孔。

图10 设备参数
在参数设置界面,用户设置各轴的机械补偿及时间参数;玻璃送出距离是当玻璃加工完毕后将玻璃送出的距离,玻璃送出后定位轴才可以再次定位,否则将造成玻璃的挤压和破损。
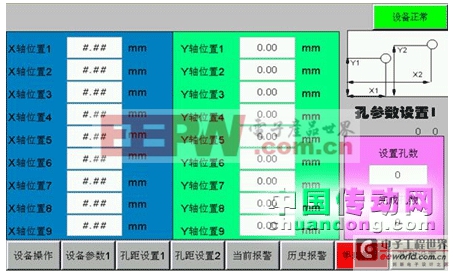
图10 设备参数
在参数设置界面,用户设置各轴的机械补偿及时间参数;玻璃送出距离是当玻璃加工完毕后将玻璃送出的距离,玻璃送出后定位轴才可以再次定位,否则将造成玻璃的挤压和破损。

图11 孔参数设置1

图12 孔参数设置2
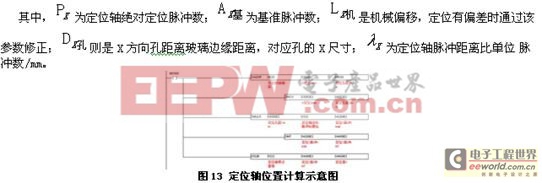
7.

伺服电机相关文章:伺服电机工作原理
绝对值编码器相关文章:绝对值编码器原理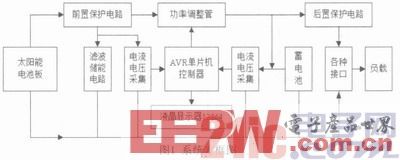
评论