基于S7-200 PLC的位置控制器设计

2 系统软件设计
2.1 设计要点
该系统软件设计的重点为:1)准确配置高速计数器;2)位置控制器的允差设计,允差的选择应尽量小以提高伺服系统的控制精度,在满足系统定位精度的前提下,允差的设计上还需要考虑于机械结构定位的分辨率,以免设置值过小机械结构控制不到位而引起驱动电机反复转动调节,往往需要现场标定;3)初始位置的精确标定,需要注意的是初次标定各档位位置时应使用手动控制方式,并且要将机械限位开关状态接入PLC。由于采用增量式光电编码器,计数器当前值要存在PLC的掉电可保存寄存器MDl4中。
2.2 程序设计
在程序中首先需要将高速计数器配置为A/B相正交输入,4倍计数速率,增计数,并使能高速计数器,然后将标定好的各档位位置填入相应的地址中,并且设置允差为两个脉冲,也就是说各档位的脉冲数加减2即为相应的到位。伺服系统传动装置的间隙是多样性的,并且对伺服控制的性能有影响,设置允差的目的是为了消除由于伺服传动间隙引起的系统不稳定,从而准确定位。位置定位程序的流程如图5所示。
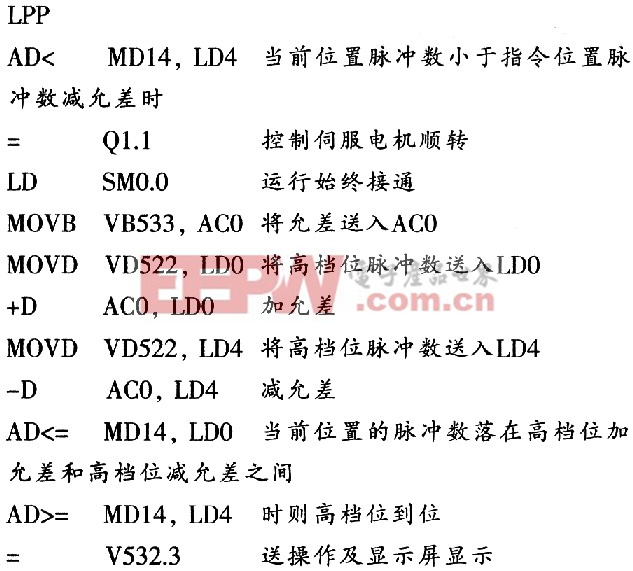
在程序设计时除顺、逆限位和顺转、逆转的互锁程序外,重点在于如何用PLC实现多点重复定位。主要设计程序如下:

3 工程应用情况
这种设计方法被利用在某军用雷达工程的衰减器控制的4位置定位系统中,系统要求驱动机械部件在0°~360°内的4个位置往返定位,定位精度要求O.1°。在具体的设计中驱动电机选用型号为55TYD02的交流电机,编码机构选用型号为OMRON E6B2的相对式光电码盘。位置的行程范围360°对应于8 400个脉冲,则使用S7-200 PLC高速计数器读入的位置分辨率为360°/8400=0.043°;根据机械结构实际标定位置允差值设置为2个脉冲,此定位系统的控制精度可达到0.86°,满足系统定位精度0.1°的要求,电机正向或反向运转一次到位,快速准确。
4 结束语
PLC适用于比较恶劣的工业环境,通过其通讯口和上位计算机实现通讯,可以使操作人员在安全的环境下实现远程控制;光电编码器构造原理简单,机械寿命可达几万小时以上,抗干扰能力强。由两者为核心构成的硬件电路实现位置控制方法适用于具有多个设置点重复定位的机械旋转控制设备,完全满足一般的工业控制要求。这种设计原理清晰、硬件需求明确、易于实现、调试维护方便,具有很好实用和适用性。上述的位置控制方法已经应用于某军用雷达工程的衰减器控制中,其控制精度可达到0.86°,满足系统定位精度0.1°的要求,设备运行稳定可靠,效果良好。本文引用地址://www.cghlg.com/article/162871.htm

伺服电机相关文章:伺服电机工作原理
评论